



 13785782506
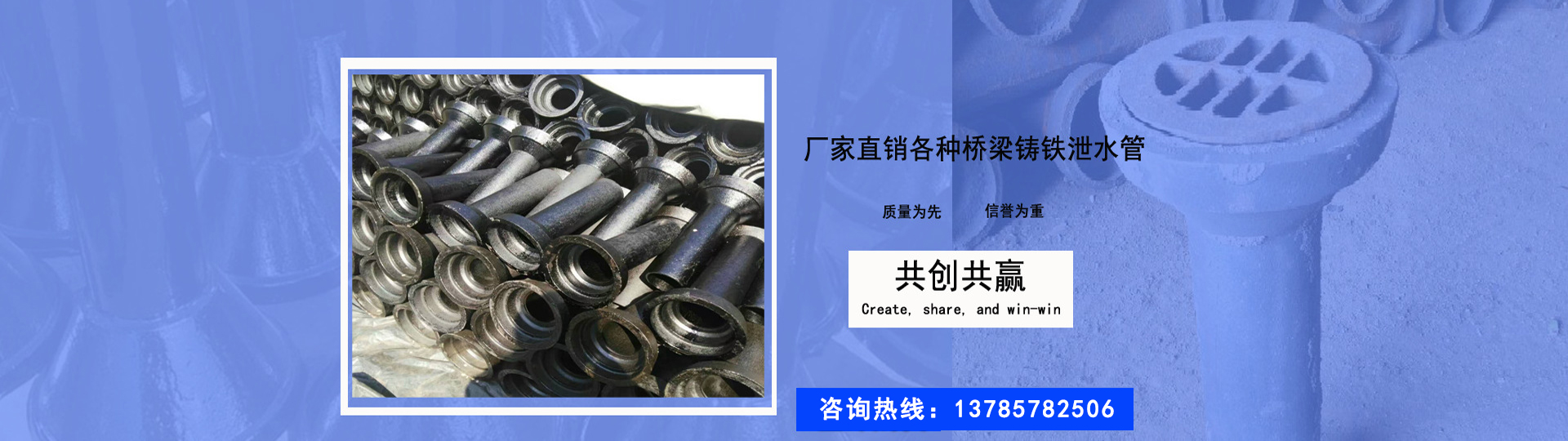
13785782506铸造的种类介绍
时间:2014-06-06 作者:admin 点击:1093
铸造主要工艺过程包括:金属熔炼、模型制造、浇注凝固和脱模清理等。铸造用的主要材料是铸钢、铸铁、铸造有色合金(铜、铝、锌、铅等)等。
铸造工艺可分为重力铸造、压力铸造和砂型铸造。
铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。而砂型铸造又可以分为粘土砂型铸造、有机粘结剂砂型铸造、树脂自硬砂型铸造、消失模铸造等等。
重力铸造
重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造
压力铸造是指金属液在其他外力(不含重力)的作用下注入铸型的工艺。广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。这几种铸造工艺是目前有色金属铸造中*常用的、也是相对价格*低的。
砂型铸造
砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型铸造用的模具,以前多用木材制作,通称木模。木模缺点是易变形、易损坏;除单件生产的砂型铸件外,可以使用尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。
压铸
压铸是在压铸机上进行的金属型压力铸造,是目前生产效率*高的铸造工艺。
压铸机分为热室压铸机和冷室压铸机两类。热室压铸机自动化程度高,材料损耗少,生产效率比冷室压铸机更高,但受机件耐热能力的制约,目前还只能用于锌合金、镁合金等低熔点材料的铸件生产。当今广泛使用的铝合金压铸件,由于熔点较高,只能在冷室压铸机上生产。压铸的主要特点是金属液在高压、高速下充填型腔,并在高压下成形、凝固,压铸件的不足之处是:因为金属液在高压、高速下充填型腔的过程中,不可避免地把型腔中的空气夹裹在铸件内部,形成皮下气孔,所以铝合金压铸件不宜热处理,锌合金压铸件不宜表面喷塑(但可喷漆)。否则,铸件内部气孔在做上述处理加热时,将遇热膨胀而致使铸件变形或鼓泡。此外,压铸件的机械切削加工余量也应取得小一些,一般在0.5mm左右,既可减轻铸件重量、减少切削加工量以降低成本,又可避免穿透表面致密层,露出皮下气孔,造成工件报废。
熔模铸造
失蜡法铸造现称熔模精密铸造,是一种少切削或无切削的铸造工艺,是铸造行业中的一项优异的工艺技术,其应用非常广泛。它不仅适用于各种类型、各种合金的铸造,而且生产出的铸件尺寸精度、表面质量比其它铸造方法要高,甚至其它铸造方法难于铸得的复杂、耐高温、不易于加工的铸件,均可采用熔模精密铸造铸得。
熔模精密铸造是在古代蜡模铸造的基础上发展起来的。作为文明古国,中国是使用这一技术较早的国家之一,远在公元前数百年,我国古代劳动人民就创造了这种失蜡铸造技术,用来铸造带有各种精细花纹和文字的钟鼎及器皿等制品,如春秋时的曾侯乙墓尊盘等。曾侯乙墓尊盘底座为多条相互缠绕的龙,它们首尾相连,上下交错,形成中间镂空的多层云纹状图案,这些图案用普通铸造工艺很难制造出来,而用失蜡法铸造工艺,可以利用石蜡没有强度、易于雕刻的特点,用普通工具就可以雕刻出与所要得到的曾侯乙墓尊盘一样的石蜡材质的工艺品,然后再附加浇注系统,涂料、脱蜡、浇注,就可以得到精美的曾侯乙墓尊盘。
现代熔模铸造方法在工业生产中得到实际应用是在二十世纪四十年代。当时航空喷气发动机的发展,要求制造象叶片、叶轮、喷嘴等形状复杂,尺寸精确以及表面光洁的耐热合金零件。由于耐热合金材料难于机械加工,零件形状复杂,以致不能或难于用其它方法制造,因此,需要寻找一种新的精密的成型工艺,于是借鉴古代流传下来的失蜡铸造,经过对材料和工艺的改进,现代熔模铸造方法在古代工艺的基础上获得重要的发展。所以,航空工业的发展推动了熔模铸造的应用,而熔模铸造的不断改进和完善,也为航空工业进一步提高性能创造了有利的条件。泊头市汇润达铸造有限责任公司是*的生产铸铁泄水管的企业.我公司生产的泄水管管体光滑,无沙眼,使用寿命长,是高速公路、铁路排水系统的*。











