



 13785782506
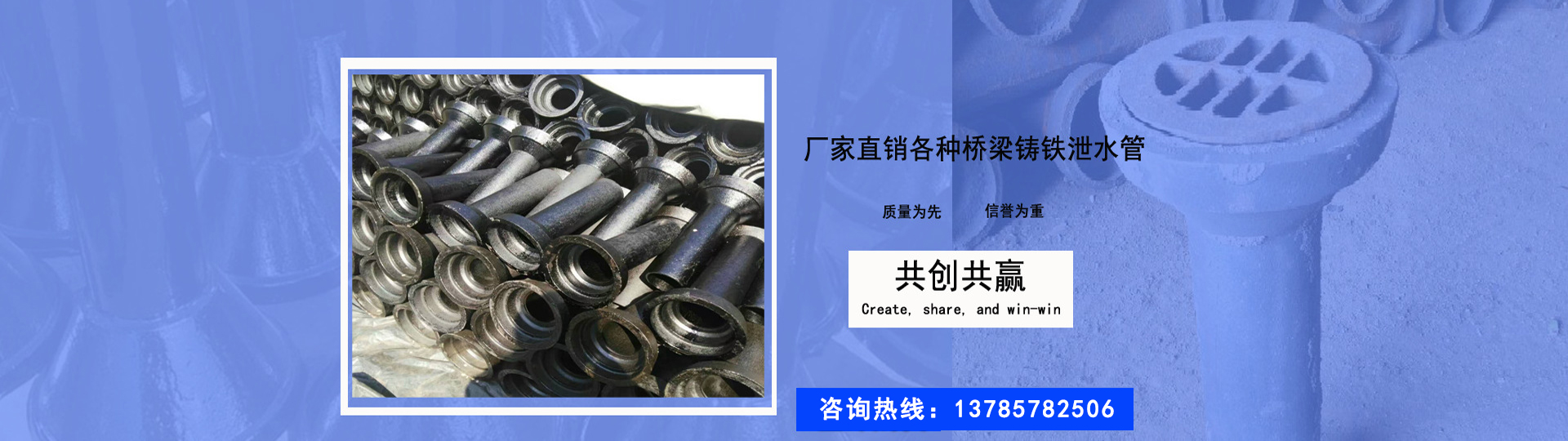
13785782506铸造的分类和成型工艺介绍
时间:2014-05-27 作者:admin 点击:1045
铸造分类
主要有砂型铸造和特种铸造2大类。
1 普通砂型铸造,利用砂作为铸模材料,又称砂铸,翻砂,包括湿砂型、干砂型和化学硬化砂型3类,但并非所有砂均可用以铸造。好处是成本较低,因为铸模所使用的沙可重复使用;缺点是铸模制作耗时,铸模本身不能被重复使用,须破坏后才能取得成品。
1.1 砂型(芯)铸造方法:湿型砂型、树脂自硬砂型、水玻璃砂型、干型和表干型、实型铸造、负压造型。
1.2 砂芯制造方法:是根据砂芯尺寸、形状、生产批量及具体生产条件进行选择的。在生产中,从总体上可分为手工制芯和机器制芯。
2特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
2.1 金属模铸造法
利用熔点较原料高的金属制作铸模。其中细分为重力铸造法、低压铸造法和高压铸造法。
受制于铸模的熔点,可被铸造的金属也有所限制。
2.2 脱蜡铸造法
这方法可以为外膜铸造法和固体铸造法。
先以蜡复制所需要铸造的物件,然后浸入含陶瓷(或硅溶胶[2])的池中并待乾,使以蜡制的复制品覆上一层陶瓷外膜,一直重复步骤直到外膜足以支持铸造过程(约1/4寸到1/8寸),然后熔解模中的蜡,并抽离铸模。其后铸模需要多次加以高温,增强硬度后方可用以铸造。
此方法具有良好的准确性,更可用作高熔点金属(如钛)的铸造。但由于陶瓷价格颇高,而且制作需要多次加热和复杂,故成本颇为昂贵。[3]
成型工艺
1.重力浇铸:砂铸,硬模铸造。依靠金属自身重力将熔融金属液浇入型腔。
2.压力铸造:低压浇铸,高压铸造。依靠额外增加的压力将熔融金属液瞬间压入铸造型腔。
铸造工艺通常包括
①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;
②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有各类铸铁、铸钢和铸造有色金属及合金;
③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。 铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
优点:1、可以生产形状复杂的零件,尤其是复杂内腔的毛坯;
2、适应性广,工业常用的金属材料均可铸造,几克到几百吨;
3、原材料来源广,价格低廉,如废钢、废件、切屑等;
4、铸件的形状尺寸与零件非常接近,减少了切削量,属于无切削加工;
5、应用广泛,农业机械中40%~70%、机床中70%~80%的重量都是铸件。
缺点:1、机械性能不如锻件,如组织粗大,缺陷多等;
2、砂型铸造中,单件、小批量生产,工人劳动强度大;
3、铸件质量不稳定,工序多,影响因素复杂,易产生许多缺陷。
铸造的缺陷对铸件质量有着重要的影响,因此,为选择铸造合金和铸造方法打好基础,应从铸件的质量入手,并结合铸件主要缺陷的形成与防治。











